
Az acélipar alapvető acélgyártási folyamatai három fő lépésre épülnek: az alapanyag-előkészítésre, a nyersvasgyártásra, majd az acélgyártásra. Ezek a folyamatok különböző, speciális igényeket kielégítő acélminőségek előállításával zárulhatnak.
Az acélipari gyártási módszerek jelentősen fejlődtek az ipari termelés 19. század végi megindulása óta. A mai technológiák azonban továbbra is hasonló alapelveken nyugszanak, mint az első Bessemer-eljárás, amely oxigén alkalmazásával csökkenti a vas széntartalmát.
A nyersvasgyártási lépés során a vasércet, kokszot és meszet nagyolvasztóban olvasztják meg. A kapott folyékony nyersvas még 4–4,5% szenet és egyéb szennyeződéseket tartalmaz, amelyek rideggé teszik az anyagot.
Az acélgyártásnak két alapvető technológiája van: a BOF (Basic Oxygen Furnace – oxigénkonverteres eljárás) és a korszerűbb EAF (Electric Arc Furnace – elektromos ívkemence). Az elsődleges alakítási műveletek – például melegen hengerelt és hidegen hengerelt szalagok, rudak, csőelőgyártmányok, szerkezeti idomok, sínek gyártása – után másodlagos eljárások következnek, mint a bevonatolás, hőkezelés, felületkezelés és forgácsolás, amelyek az acélnak végső alakját és tulajdonságait adják.
Az acélipar számos kihívással néz szembe, mint a változó vevői igények, a geopolitikai bizonytalanság, az e-mobilitás hatásai vagy a digitalizáció. Ugyanakkor egyes technológiák hatékonyabb folyamatokat, jobb minőségű acélokat, környezetbarátabb termelést és nagyobb minőségállandóságot tesznek lehetővé. Az alábbiakban négy technológiai fejlesztés kerül bemutatásra.
A hőenergia munkává alakítása a Rankine-ciklus elvén alapul, amely világszinten az energiatermelés mintegy 85%-át adja.

Az Organic Rankine Cycle (ORC) működési elve megegyezik a Rankine-cikluséval, azonban turbogenerátort alkalmaz. A rendszer a hőenergiát először mechanikai, majd elektromos energiává alakítja. A különbség az, hogy a vízből előállított gőz helyett az ORC-technológia szerves munkaközeget párologtat el. Ennek eredményeként a turbina alacsonyabb fordulatszámon működik, kisebb nyomásviszonyok mellett, ami csökkenti a fémalkatrészek és élek kopását. A rendszer a hulladékhőből akár mintegy 700 háztartás ellátására elegendő energiát képes termelni. Emellett az acélipari létesítmények szén-dioxid-kibocsátása körülbelül 10 000 tonnával csökkenthető, miközben a hűtőrendszerek vízigénye is megszűnik.
A Hybrit („Hydrogen Breakthrough Ironmaking Technology”) projektet három svéd szervezet – SSAB, LKAB és Vattenfall – indította el azzal a céllal, hogy 2020-tól kezdődően zéró szén-dioxid-kibocsátású acélgyártást valósítson meg.
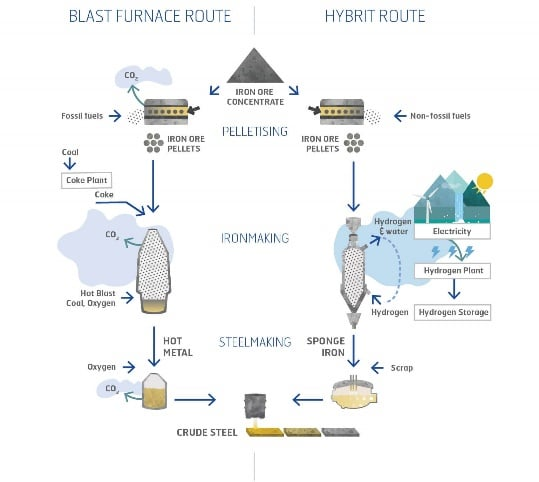
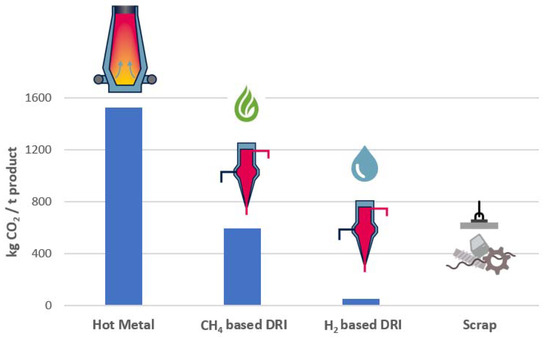
A hagyományos nyersvasgyártás során a koksz az oxigén eltávolítására szolgál a vasércből, miközben jelentős mennyiségű szén-dioxid kerül a légkörbe. Az új generációs eljárás hidrogént alkalmaz redukálószerként, amely szintén eltávolítja az oxigént a vasércből, azonban melléktermékként vízgőz keletkezik szén-dioxid helyett. A technológia célja a fosszilis energiahordozók kiváltása, és a „zöld acél” előállítása.
A folyamat során a HDR (Hot Direct Reduction) eljárással előállított DRI (Direct Reduced Iron, más néven „szivacsvas”) kerül beolvasztásra BOF vagy EAF kemencékben, megfelelő mennyiségű hulladékacél hozzáadásával. Bár ez a teljes eljáráslánc ipari léptékben még nem valósult meg, egyes elemei már széles körben alkalmazottak a globális acéliparban. A HDR/EAF rendszer számos komponensét ipari környezetben tesztelték, azonban további műszaki kihívások megoldása szükséges.
Az elmúlt években különösen a berendezések és az automatizálás terén történtek jelentős fejlesztések. Az egyik legújabb konvertertechnológia a Jet eljárás. Az általános hatásfok meghaladja az 50%-ot, és a hulladékacél széles arányú alkalmazása gazdaságosan megvalósítható. Az eljárás innovatív módon növeli a hulladék és a HBI (Hot Briquetted Iron) arányát a konverteres acélgyártásban.
Az oxigénbefúvás során felszabaduló belső hőenergia lehetővé teszi akár 20% hulladékacél beolvasztását külső energia nélkül. Külső energia (villamos energia vagy szén) alkalmazásával ez az arány akár 30%-ra növelhető.
A Jet eljárás a szén kémiai energiájának hatékonyabb és költségtakarékosabb hasznosítására épül. Külső energia nélkül akár 30%-os hulladékarány is elérhető. A rendszer nagyfokú rugalmasságot biztosít: elméletileg 0–100% közötti hulladékaránnyal is működtethető. A modularizált konverter kialakítás gyors telepítést tesz lehetővé, és hagyományos BOF üzemmódban is működtethető.
Az olvadt oxid elektrolízis egy nem hagyományos elektrometallurgiai eljárás, amely lehetővé teszi a fémek közvetlen, folyékony állapotban történő előállítását oxid alapanyagokból. A technológia a folyamat egyszerűsítését és az energiaigény jelentős csökkentését ígéri.
Az eljárás során grafit anódot alkalmaznak ferroötvözetek esetében, míg vas előállításakor titán és irídium alapú anódanyagokat használnak. A szénmentes fémgyártás érdekében több műszaki kihívást kell leküzdeni, például a magas hőmérsékletet, az elektrolízis körülményei miatti korróziót, valamint a tűzálló anyagok kopását.
Ugyanakkor a technológia többféle fém előállítására alkalmas, és magas hőmérsékleten közvetlenül folyékony fém előállítását teszi lehetővé. Az olvadt oxidok transzporttulajdonságainak vizsgálata alapján a módszer nagy hozamú, ipari léptékű acélgyártásra is ígéretes lehet.
Az olvadt oxid elektrolízis fejlesztése a Massachusetts Institute of Technology intézményben történt. Donald R. Sadoway professzor kutatócsoportja laboratóriumi körülmények között bizonyította, hogy megfelelően kialakított inert anód alkalmazásával emissziómentes acélgyártás valósítható meg, a NASA, az American Iron and Steel Institute és a Deshpande Center for Technological Innovation támogatásával. Az elektródanyagok fejlesztése továbbra is folyamatban van, különösen a katód és anód tervezési kritériumainak pontosítása terén.
forrás: https://yenaengineering.nl/4-latest-technologies-in-steel-industry/
Contact us and let’s discuss how we can support your project.




